MAIL:
info@kditechnology.com
PHONE:
+91 8154006805
Home
About us
Products
Gallery
Blog
Contact us
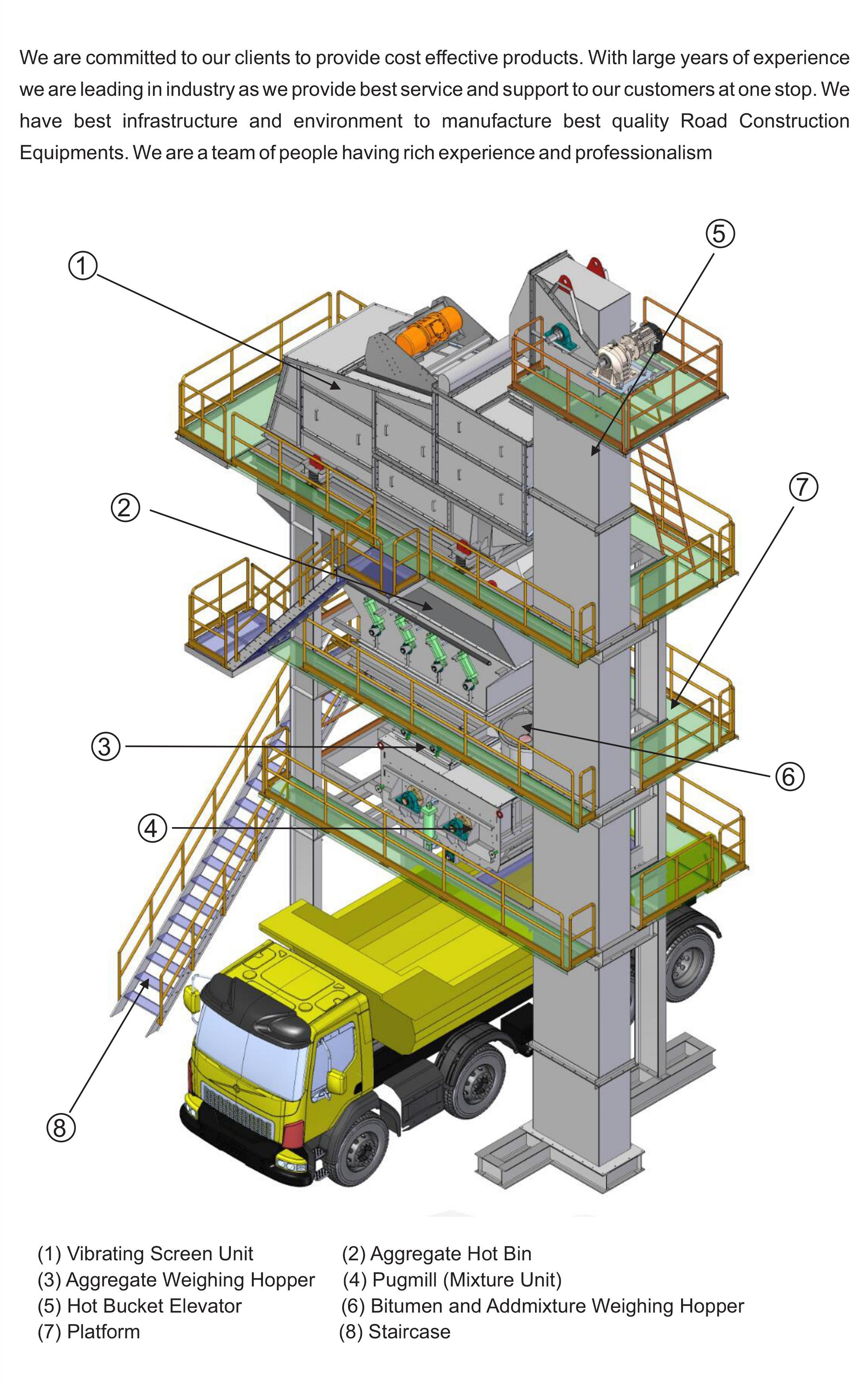
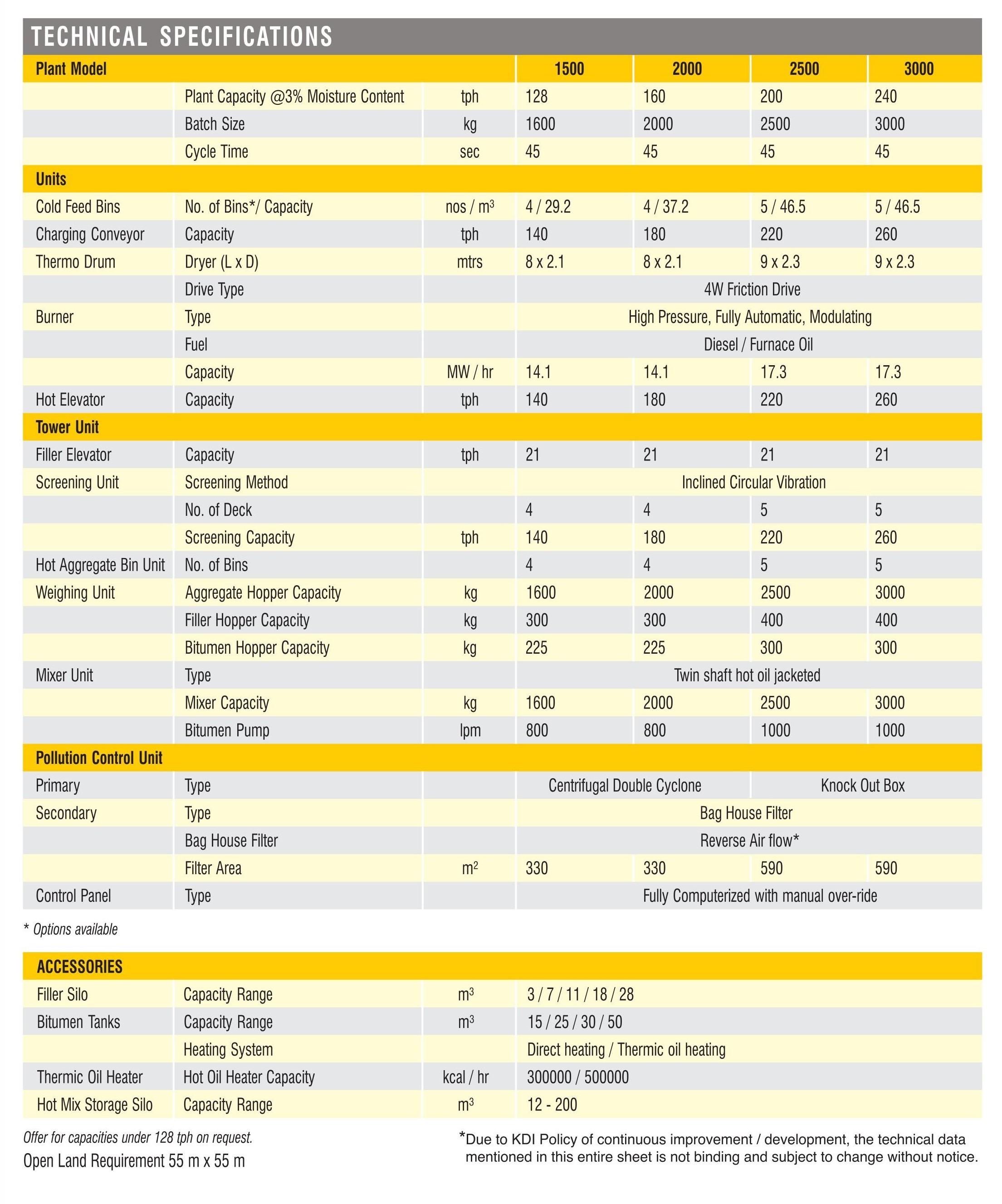
ASPHALT BATCH MIX PLANT
VIDEOS
PRODUCTS
ASPHALT BATCH MIX PLANT
ASPHALT DRUM MIX CUM BATCH MIX PLANT
ASPHALT DRUM MIX PLANT
MOBILE DRUM MIX PLANT
WET MIX MACADAM PLANT
READY MIX CONCRETE BATCHING PLANT
DRUM MELTING PLANT PLANT
ASPHALT PAVER FINISHER
SENSOR PAVER FINISHER
BITUMEN PRESSURE DISTRIBUTR
MINI BITUMEN SPRAYER
REVERSIBLE CONCRETE MIXER
HYDRAULIC BROOMER